Guide d'achat 3D-Drucker 2026 : nos conseils pour bien choisir
Entre 239 € et 500 €, le marché des imprimantes 3D grand public 2026 se segmente clairement entre cartésiens ouverts et CoreXY fermés. Voici comment trancher selon vos matériaux, votre volume utile et votre tolérance au calibrage.
Entre 239 € et 500 €, le marché des imprimantes 3D grand public 2026 se segmente clairement entre cartésiens ouverts et CoreXY fermés. Voici comment trancher selon vos matériaux, votre volume utile et votre tolérance au calibrage.
L'essentiel en bref
- Le marché 2026 se segmente en deux familles : CoreXY fermés (K1 Max, Kobra S1 Combo, Centauri Carbon 2) à 430-500 €, et carts/bedslingers ouverts (Ender-3 V3 SE, Adventurer 5M, Kobra X) à 230-350 €.
- Une vitesse affichée de 600 mm/s ne vaut qu'avec une accélération ≥ 15 000-20 000 mm/s² et un firmware Klipper ; sinon, 250 mm/s reste très utilisable.
- Buse 350 °C + extrudeur direct-drive ouvrent aux PETG-CF, PA et PC ; sous 260 °C, vous restez bloqué sur PLA et PETG classique.
- Volume 220 × 220 mm suffit pour 80 % des pièces domestiques ; passer à 300 × 300 mm coûte ~150 € et débloque les grands cosplayes et pièces fonctionnelles.
- Plateau PEI + nivellement automatique (LeviQ 3.0, CR Touch) est devenu standard : c'est la combinaison qui fait la vraie différence au quotidien.
CoreXY fermé ou cartésien ouvert : les vrais écarts à l'usage
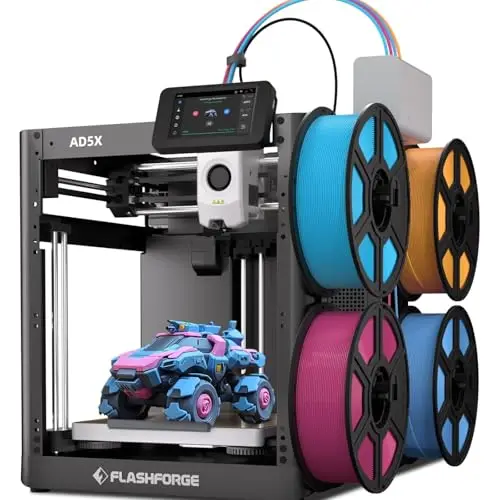
Quatre modèles de référence adoptent un châssis CoreXY fermé (K1 Max, Kobra S1 Combo, Centauri Carbon 2, Adventurer 5X), les autres restent en architecture cartésienne ou bedslinger ouverte (Ender-3 V3 SE, Adventurer 5M, Kobra X). L'écart à l'achat va de 100 à 200 €, mais l'usage quotidien change : un caisson fermé stabilise la température de la chambre, indispensable pour imprimer de l'ABS ou de l'ASA sans warping, et rigidifie la mécanique pour encaisser des accélérations élevées sans ringing (vibrations sur les parois). En contrepartie, on perd l'accès direct à la tête et le volume utile se trouve parfois réduit par la cage. Un CoreXY fermé devient vite rentable dès qu'on imprime du PETG en série ou qu'on veut un résultat propre dès le déballage, sans deux heures de calibration manuelle.
Vitesse affichée vs vitesse réelle : le piège des 600 mm/s
Le K1 Max, la Kobra S1 Combo, l'Adventurer 5X, l'Adventurer 5M et la Kobra X annoncent tous 600 mm/s ; le Centauri Carbon 2 se contente de 500 mm/s et l'Ender-3 V3 SE de 250 mm/s. Ce chiffre désigne la vitesse de déplacement à vide, pas la cadence d'extrusion. Au-delà de 300 mm/s utiles, il faut une accélération d'au moins 15 000-20 000 mm/s² et un firmware Klipper, présent sur K1 Max, Kobra S1 Combo et Centauri Carbon 2. Sur un Ender-3 V3 SE, même à 250 mm/s, un imprimeur patient obtient une qualité équivalente en multipliant le temps par deux. Concrètement, si vous imprimez 90 % de petits objets décoratifs, la vitesse élevée n'est pas un critère pertinent : elle devient utile pour les pièces dépassant 8-10 h de tirage.
Température de buse et matériaux : pourquoi 350 °C change la donne
Le Centauri Carbon 2 grimpe à 350 °C en buse, le K1 Max, la Kobra S1 Combo et l'Adventurer 5X/M plafonnent entre 260 et 300 °C, l'Ender-3 V3 SE autour de 250 °C. Cette limite conditionne les matériaux accessibles : PLA et PETG basique jusqu'à 240 °C, PETG chargé fibre de carbone à 280-300 °C, nylon et polycarbonate à 290-320 °C, PEEK et Ultem au-delà. Pour qui reste en PLA pur, une buse à 260 °C suffit. Pour tester du PETG-CF ou du PA-CF sans message d'erreur, le palier 300-350 °C + extrudeur direct-drive devient le vrai critère technique. Les modèles concernés sont aussi ceux qui gagnent à être fermés pour sécher le filament et limiter le warping.
Volume utile 220 vs 300 mm : ce qu'on imprime vraiment
L'Ender-3 V3 SE et l'Adventurer 5M proposent 220 × 220 × 220-250 mm, la Kobra X monte à 260 × 260 × 260 mm, le Centauri Carbon 2 reste à 256 × 256 × 256 mm, le K1 Max atteint 300 × 300 × 300 mm. En pratique, une coque de casque cosplay (Druid, Mandalorien) dépasse souvent 250 mm de large ; les pièces mécaniques de remplacement (poulies, supports, brackets) tiennent en 220 mm. Pour l'électronique (boîtiers Raspberry Pi, supports de caméra, pièces VESA), 220 mm suffit dans 80 % des cas. Le passage à 300 mm coûte environ 100 € supplémentaires et un encombrement au sol plus important : utile pour les grands formats, inutile pour un usage domestique standard.
Plateau PEI, nivellement auto et fiabilité au quotidien
Tous les modèles de référence intègrent désormais un nivellement automatique (CR Touch, LeviQ 3.0, capteur inductif Flashforge) et un plateau PEI, ce qui était encore un argument premium il y a deux ans. Le PEI texturé donne une accroche immédiate sur PLA et PETG, le PEI lisse permet de décoller la pièce d'un coup en fléchissant la feuille. L'écart se fait sur la fiabilité du capteur : le LeviQ 3.0 d'Anycubic et le système des Adventurer 5X/M montrent moins de ratés en pratique que les premières générations CR Touch. Pour un débutant, investir 30 € dans une feuille PEI double face et une buse de rechange en acier trempé évite 80 % des demandes SAV courantes.
Nos recommandations
- flashforge adventurer 5x imprimante 3d – à partir de 349 € · Zhejiang Flashforge 3D Technology Co., Ltd.
- flashforge adventurer 5m imprimante 3d – à partir de 269 € · FLASHFORGE
- anycubic kobra x imprimante 3d – à partir de 313 € · ANYCUBIC
- anycubic kobra s1 combo imprimante 3d – à partir de 459 € · ANYCUBIC
- creality ender-3 v3 se imprimante 3d – à partir de 239 € · Creality
- elegoo centauri carbon 2 imprimante 3d – à partir de 439 € · ELEGOO
Verdict
Pour débuter ou en usage occasionnel, visez l'Ender-3 V3 SE ou l'Adventurer 5M (239-269 €) : format compact, pièces détachées faciles à trouver, parfait pour 95 % du PLA/PETG. Pour un usage polyvalent avec matériaux techniques, le Centauri Carbon 2 ou la Kobra S1 Combo (430-460 €) offrent CoreXY fermé + buse 300-350 °C + Klipper dans un châssis stable. Pour le grand format ou les séries, le Creality K1 Max (499 €) reste le seul vrai 300 × 300 × 300 mm à ce tarif, avec une fiabilité d'input shaping qui justifie l'écart.
Cela pourrait aussi vous intéresser
Questions fréquentes
- Faut-il un CoreXY fermé en 2026 pour débuter ?
- Pas obligatoire. Un Ender-3 V3 SE ouvert à 239 € suffit pour rester en PLA et PETG ; le CoreXY fermé (Centauri Carbon 2, K1 Max) apporte rigidité, compatibilité ABS/ASA et vitesse, mais coûte 200 € de plus.
- PLA, PETG ou ABS : par quel matériau commencer ?
- Commencez par le PLA (buse 200-220 °C, plateau 60 °C, aucun warping). Passez au PETG dès que vous voulez une pièce qui encaisse un peu de chaleur ou de choc. Réservez l'ABS/ASA aux châssis fermés sous 250 °C buse.
- Buse 0,4 mm : faut-il prévoir des buses de rechange ?
- Oui, une buse 0,4 mm en acier trempé (15-20 €) suffit pour imprimer du PETG-CF chargé sans usure prématurée. Prévoyez-en deux d'avance ; sans buse 300 °C, inutile d'aller plus loin.
- Klipper vs Marlin : est-ce un critère de choix ?
- Klipper est présent sur K1 Max, Kobra S1 Combo et Centauri Carbon 2 ; il gère input shaping et compensation d'avance, ce qui simplifie vraiment la vie au quotidien. Marlin sur Ender-3 V3 SE est plus rustique mais reste très fonctionnel.
- 600 mm/s : vrai gain ou argument marketing ?
- Marginal pour les pièces sous 3 h ; devient rentable sur les impressions de 10 h et plus, à condition d'avoir Klipper et une accélération supérieure à 15 000 mm/s². Sur l'Ender-3 V3 SE, 250 mm/s restent suffisants en usage courant.
- Quel volume minimal pour imprimer un casque cosplay ?
- Minimum 250 × 250 mm pour la plupart des casques ; le K1 Max à 300 × 300 mm permet un casque Mandalorien complet d'un seul tenant sans raccord, là où 220 mm oblige à imprimer en plusieurs pièces à coller.
Comparés dans l'article
flashforge adventurer 5x imprimante 3d
349,00 €
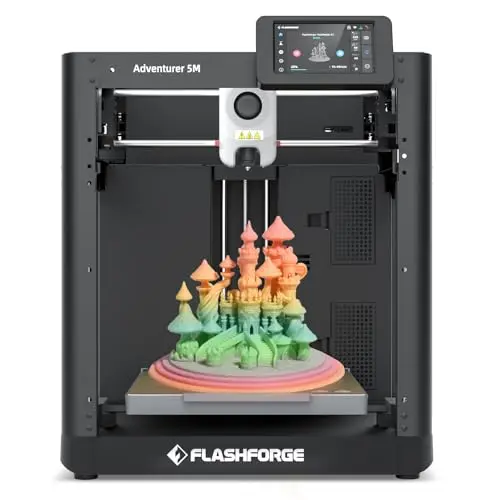
flashforge adventurer 5m imprimante 3d
269,00 €

anycubic kobra x imprimante 3d
312,55 €
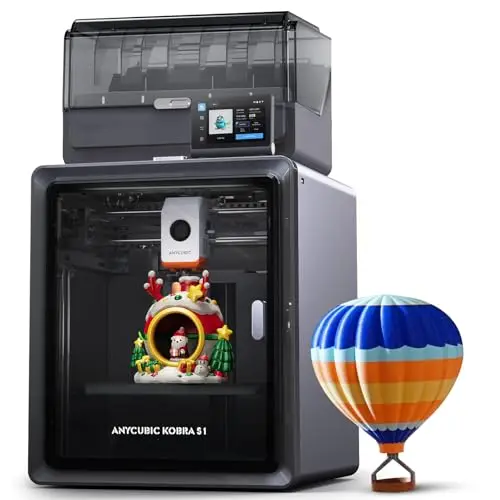
anycubic kobra s1 combo imprimante 3d
459,00 €

creality ender-3 v3 se imprimante 3d
239,00 €

elegoo centauri carbon 2 imprimante 3d
439,00 €
Accéder au comparateur de prix
Tous les 3D-Drucker dans le comparateur de prix